







大型储罐焊接技术的质量要求与控制
发布时间:
2017-06-07
大型储罐焊接技术的质量要求与控制
摘要:文章通过对某大型储罐施工经验的总结,阐述了储罐焊接施工前的准备工作与预制组装的控制和要求,并结合焊接施工的技术措施,总结出了大型储罐焊接质量控制须掌握的一些方法和步骤。
关键词:大型储罐;焊接;质量要求
0 工程概况
某油库原油储罐建设工程中的50000m3原油储罐,直径60m,高度19.39m;罐底中幅板材质为Q235B,厚度10mm;边缘板材质为Q345R,厚16mm;壁板下7圈材质为Q345R,厚度依次为10mm、11mm、14mm、18mm、22mm、26mm、30mm;最顶层材质为Q235B,厚度10mm。工程焊接施工难度大,各部位组装尺寸要求严格,如不采取有效的控制措施,将产生较多的焊接缺陷和变形。为保证本工程焊接质量,制定了完善的质量控制措施。
1 焊前准备
1.1 焊接材料质量控制
焊接材料是储罐安装焊接质量保证的基本条件。焊接材料的质量和正确使用,影响到储罐安装的施工进度、质量和成本。用于储罐焊接的焊材必须为符合国家标准、正规生产厂家生产的产品,具有合格证书和清晰、牢固的标志。产品经自检、监理检验合格后,按照焊材管理制度进行保管、烘干、发放、使用和回收。
1.2 焊接设备控制
储罐焊接所需的CO2气体保护焊机、手弧焊机、气电立焊机、埋弧焊机及焊材烘干设备应完好,性能可靠稳定。焊接设备的电压表、电流表是焊接参数的计量仪表,直接影响焊接操作,必须保证其检验合格。必须加强管理焊接设备,定期保养和检验,并做好记录。
2 预制与组装的控制和要求
2.1 预制质量控制
钢板切割前加强对钢板外观质量检查,检测其厚度是否合格,经报验监理合格后方可切割。放置钢板时,按照材料管理办法杜绝其落地,防止钢板本身发生变形和生锈腐蚀。
2.1.1 底板预制质量的控制
罐底板切割时必须保证底板的平整度,以确保下料精度。长、宽、对角线偏差控制在±1mm之内。对每张板进行检查编号,并做好记录。将切割产生的不合格板与合格板分开,以便不合格板用于切割与边缘板对接的异形中幅板。
2.1.2 壁板预制质量控制
壁板切割时,严格按照技术交底的要求切割,其长、宽、对角线偏差控制在±1mm之内,对每张板进行“四检制”检查,编号并做好记录。切割产生的不合格钢板按照相应的焊接工艺对其进行补焊再重新切割。钢板滚弧质量将直接影响壁板的焊接质量,对板厚δ≥26mm的厚板,一旦滚弧产生扭曲,组装时很难取得好的垂直度和椭圆度,从而影响焊接质量。因此,在预制加工壁板时,滚弧曲率一定要准确,杜绝一次滚弧成形。对于壁板曲率可用弧形样板检查,最好使壁板曲率控制在0~3mm。
2.2 组装质量控制
2.2.1 底板组装质量控制
大型储罐罐底的施工,好的排版不仅可以减少工作量,节省材料,还能控制焊接变形。该罐底板由中幅板和边缘板两部分组成,所有焊缝均为对接焊缝且焊缝下都有100mm×5mm或100mm×6mm的扁钢垫板。
在铺设垫板时,将长焊缝下面的垫板(位于T型焊缝下面的垫板)分段断开,避免应力沿焊缝长度方向积累。垫板接头处预留约10mm间隙且垫板只点焊,在底板焊接时保证垫板接头可以脱开以抵消由于收缩造成的应力集中。改变后的垫板铺设如图1所示。
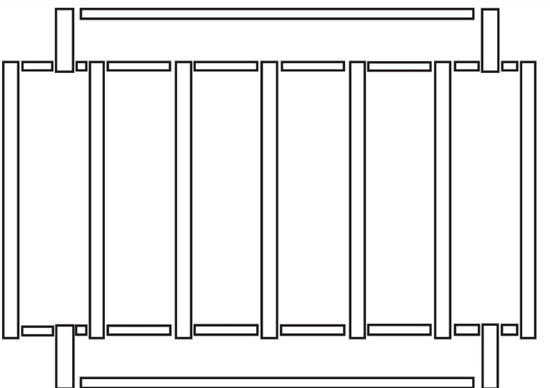
图1 垫板铺设
中幅板铺设依照垫板位置进行,从中心向两侧对称铺设。先组对点焊短焊缝,长焊缝最后组对焊接,组对间隙保证为5mm,且分布均匀。
中幅板与边缘板接触部位焊缝称为收缩缝,此处中幅板尺寸应较罐底直径大1‰左右,待中幅板、边缘板焊接以及罐底大角缝焊接完成后进行二次切割,然后组对焊接。
边缘板按照所布垫板位置进行铺设。边缘板对接焊缝一侧与垫板整道焊缝点焊,另一侧只点焊外端400mm;且在焊缝内端加焊连接板保证焊缝间隙。边缘板铺设应注意尽量在当天铺设组对完成,避免因昼夜温差变化造成收缩移位。
2.2.2 壁板组装质量控制
采用倒装法施工大型储罐,即先组装最上层壁板。在保证单块壁板切割尺寸合格的基础上,依据技术交底进行组装,间隙控制在5±1mm。立缝不用点焊,采用多功能组装卡具来调节间隙和错边量,并采用圆弧板进行刚性固定,防止焊缝发生角变形,立缝上下点焊熄弧板和引弧板。每圈壁板焊接时预留一道立缝不组对焊接,待该圈壁板其余立缝焊接完成后再重新切割组对焊接,保证收缩余量。
3 焊接质量控制
3.1 底板焊接质量控制
储罐底板焊接时,底板不进行刚性固定,钢板始终处于自由状态,能自由收缩以减少焊接应力。焊接时,由中心向外退焊,先焊接错开的短焊缝,后焊接直通的长焊缝,使焊缝有较大的横向收缩余地。预留收缩缝,待罐壁全部焊完后再焊接收缩缝。
中幅板的焊接工艺是CO2气体保护焊打底一遍,碎焊丝+埋弧自动焊填充盖面一遍。CO2焊热输入小,焊缝收缩量小,可减少和预防焊接变形,且填充盖面一次完成减小了焊缝收缩量,焊接变形显著减小。CO2焊打底焊接时,应保证打底层厚度不低于5mm,目的是防止埋弧自动焊大电流、高热输入焊接时烧穿垫板,并保证CO2焊丝与垫板的良好熔合以及表面呈内凹形,与两侧坡口圆滑过渡,确保罐底板埋弧焊盖面时熔透。
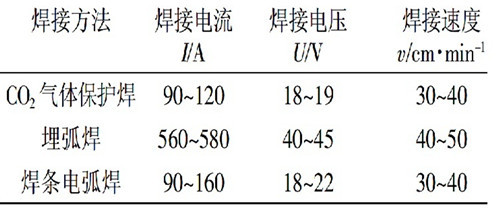
边缘板先焊接外侧300mm,一般采用焊条电弧焊;罐体大角缝焊接完成后再进行剩余部分的焊接。罐底板焊接参数如表1所示。
表1 罐底板焊接工艺参数
3.2 壁板立缝焊接质量控制
立缝焊接采用两台AT-DGL气电立焊机异向同时施焊,焊缝通过正面的水冷铜滑块和背面的水冷铜块的冷却作用可一次成形,焊缝美观。气电立焊采用直流反接,CO2气体和药芯焊丝的药皮对熔池有保护作用,同时药皮也避免了铜滑块被熔池熔化产生粘连,保证了焊缝质量;焊丝在引弧板上稳定燃烧且焊缝成形均匀后再焊接壁板,最后在熄弧板上熄弧,待焊接完成后切除引、熄弧板,保证焊接接头质量。
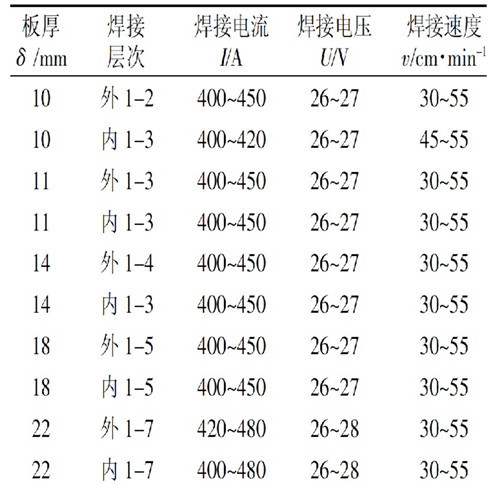
本工程中立缝的坡口要求为:板厚δ<26mm,均为V型坡口;板厚δ≥26mm,均为不对称的X型坡口。因罐内均布液压顶升装置,气电立焊机无法焊接厚板X型坡口的内侧焊缝,厚板外侧焊缝焊完后,内侧焊缝采用焊条电弧焊。V型坡口气电立焊机可一次焊接成形。焊接前用同等弧度的圆弧板对立缝进行刚性固定,有效地减少了焊接角变形。气电立焊焊接参数如表2所示。
表2 气电立焊工艺参数

3.3 壁板环缝焊接质量控制
环缝采用四台AT-DGH埋弧横焊机同向等速退焊。实践证明,影响环缝焊接质量的关键因素是焊缝的组装间隙、坡口形式和角度。采用不对称K型坡口,不对称大小根据板厚及内侧清根量确定,本工程中环缝组装间隙要求为0mm,这在现场安装中难度大。在施工过程中组对间隙在0~1mm都能正常施焊,对于太大的间隙在外侧采用焊条电弧焊封底,清理干净后再进行埋弧焊。横焊顺序为先焊外侧焊缝,每焊一层都要清理药皮、夹渣,再填充、盖面;外侧焊完后,内侧采用磨光机清根,磨光机清根可有效地清除外侧焊接时产生的气孔、夹渣等,而且能很好地控制坡口形状。环缝焊接参数如表3所示。
3.4 大角缝焊接
大角缝焊接在底圈壁板纵缝焊完后进行。焊前,在罐壁内侧设置若干个斜撑(相距1.5m为宜),用以控制角缝焊接引起的角变形对垂直度及收缩缝焊接的影响。先焊角缝外侧,由多名焊工同向等速进行多层焊接,外侧角缝焊完后再焊内侧。(马春丰)
下一页
推荐新闻
2026-01-01
岁月不居,时节如流;一元复始,万象更新。值此2026年元旦到来之际,我谨向长期以来关心和支持江苏启安发展的各级党政领导、行业主管部门、社会各界人士以及广大合作伙伴致以诚挚感谢,向全体启安人表示亲切问候和良好祝愿!
2025-12-31
元旦将至,集团金润分公司组织全体员工开展迎新年团建活动。活动现场设置了棋牌对弈、馄饨制作、厨艺展示等多项趣味环节,气氛热烈、场面活跃,大家在欢声笑语中互动交流,增进了友谊与信任。
2025-12-30
近日,由集团东润公司承建的启东市城镇污水处理提质增效8#达标区建设工程,在历时9个月的攻坚克难后顺利通过竣工验收。在竣工现场,项目部收到了来自居委物业及居民代表赠送“攻坚克难改管网 雨污分流惠民生”、“雨污分流解民忧 精工筑福暖人心”等锦旗。这一份份沉甸甸的荣誉,是对全体启安建设者最高度的认可和最温暖的回报。
2025-12-29
12月底,集团公司收到淳岸(杭州千岛湖)威士忌酿造有限公司发来的感谢函,对江苏启安在工程建设中展现出的卓越专业能力、付出的不懈努力以及做出的杰出贡献给予真诚地感谢。






联系我们

中文手机网站
英文手机网站
微信公众号
新0A手机登录二维码